视频测量维氏硬度计
浏览:434次 2014/10/22

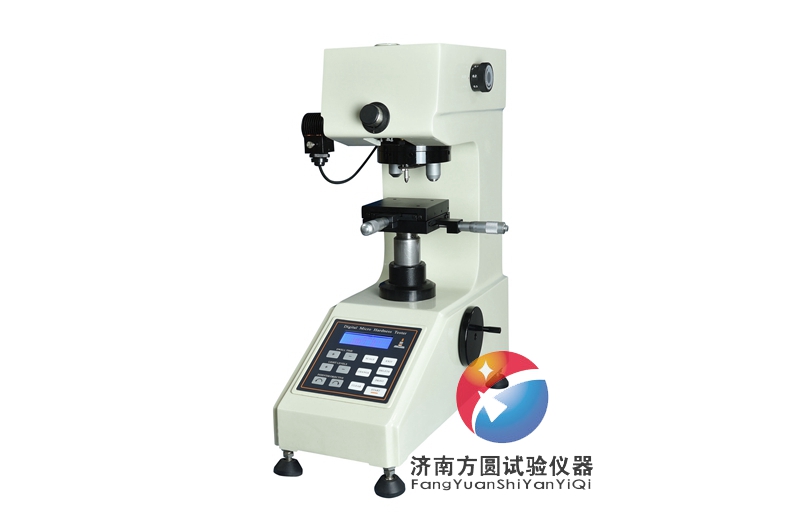
视频测量维氏硬度计概述
视屏测量维氏硬度计是在各系列维氏硬度计上,通过CCD彩色摄像头光学接口,直接能在显示屏上测量完成。增加了测试的速度和灵活性,提了测量精度,体现了像质的清晰度,减少了目镜系统人为的操作误差,能满足各种显微硬度测试要求。
-------------------------------------------------------------------------------------------------
延伸阅读:
维氏硬度计误差分析
1、金刚石压头两相对面夹角偏离标准值引起的硬度测量误差 夹角α偏大,硬度测得值较硬度真值偏低。JJG334-1993《金刚石压头检定规程》规定:金刚石棱锥体相对两棱面夹角,维氏压头应为136±0.5°;小负荷和显微维氏压头应为136±0.25°。
2、压头横刃引起的硬度测量误差,由于压头有横刃,压痕变成长方形,使测得的压痕对角线长度增加,硬度值降低,带来负的硬度测量误差。在显微硬度试验范围内,压头横刃的影响非常大。JJG334-1993《金刚石压头检定规程》规定:金刚石棱锥体压头顶端横刃长度,维氏压头应不大于2um;小负荷和显微维氏压头应不大于1um。
3、试样材质不同引起的硬度测量误差,试验结果表明,不同材质压痕形状不同,对压痕对角线真实尖端的判断造成困难,因此带来硬度测量误差。
4、试样表面粗糙度不符合规定引起的硬度测量误差,试样表面粗糙度越小,压痕边缘越清晰,则压痕对角线长度的测量越稳定,因而能得到较精确、稳定的硬度值。
5、试样形状不符合规定引起的硬度测量误差,试样厚度减小到一定程度,将使硬度值降低。试样表面不是平面时,硬度值随着试样曲面直径的变化而变化。GB/T4340.1-1999《金属维氏硬度试验第1部分:试验方法》规定:试样或试验层厚度至少应为压痕对角线长度的1.5倍,试验后试样背面不应出现可见变形痕迹;对于在曲面试样上试验的结果,应使用修正系数表进行修正;对于小截面或外形不规则的试样,可将试样镶嵌或使用专用支承台进行试验。
6、压痕间和压痕到试样边缘间距离不符合要求引起的硬度测量误差,压痕间距离太近,将使硬度值升;压痕到试样边缘间距离太近,将使硬度值降低。GB/T4340.1-1999《金属维氏硬度试验第1部分:试验方法》规定:任一压痕中心距试样边缘距离,对于钢、铜及铜合金至少应为压痕对角线长度的2.5倍,对于轻金属、铅、锡及合金至少应为压痕对角线长度的3倍;两相邻压痕中心之间距离,对于钢、铜及铜合金至少应为压痕对角线长度的3倍,对于轻金属、铅、锡及合金至少应为压痕对角线长度的6倍,如果两相邻压痕大小不同,应以较大压痕确定压痕间距。
维氏硬度计测量氮化件可以吗
维氏硬度计到底能不能用来进行氮化件的测量呢?很多工程师认为由于氮化件表面有个硬化层,而维氏硬度计用的是反弹测定法,氮化件真实的硬度是难以反映出来的,所以总的来说维氏硬度计是不适合氮化件的测量的。
维氏硬度计只有在完全没有办法的情况下册用来测量氮化件,但是维氏硬度测量出来的数据只能作为一个了解大概情况的不能作为标准测量数据,要作为最终测量数据的还是要以随炉式样作为标准,包括组织、硬度还有脆性等级等等。
- 上一页:HV-10Z自动转塔维氏硬度计
- 下一页:HVS-5Z型自动转塔数显维氏硬度计